
Apakah cabaran dalam pengacuan lembaran TPU?

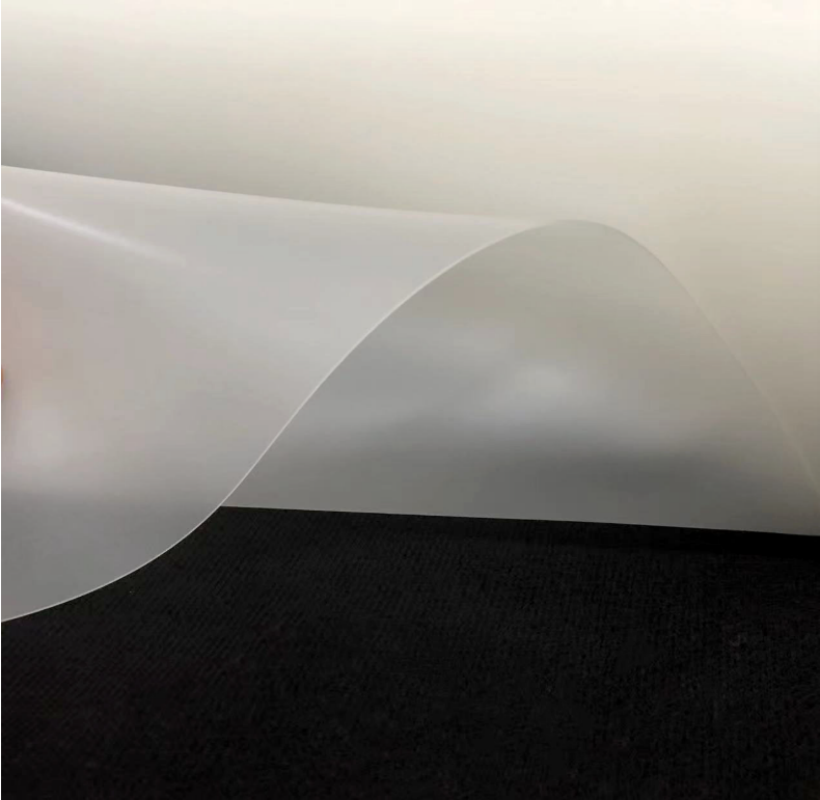
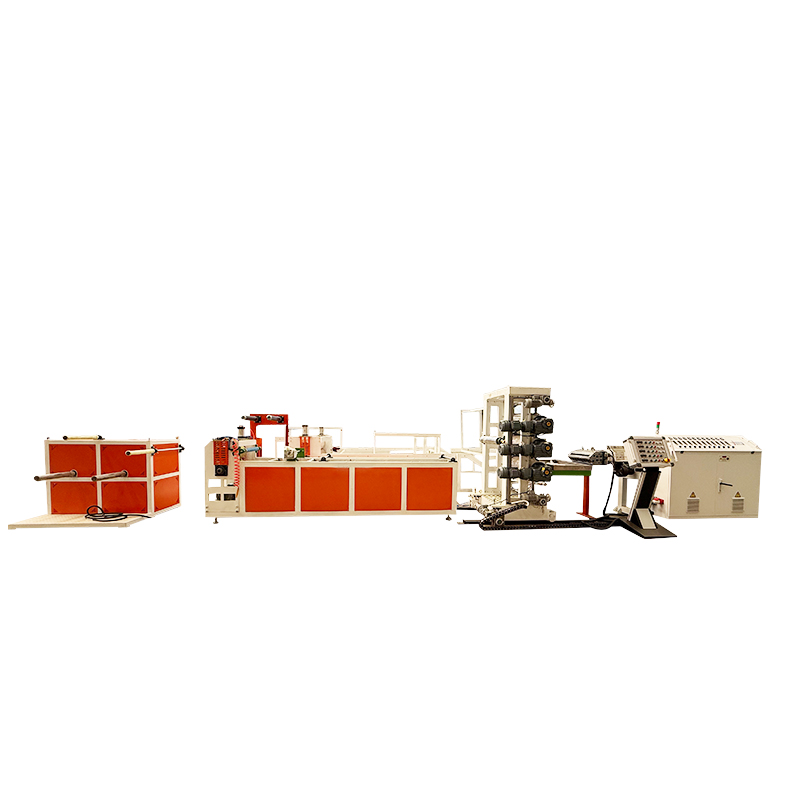
Mesin Extruder Lembaran TPU menawarkan gabungan keanjalan, rintangan haus, rintangan cuaca, dan kitar semula alam sekitar, menjadikannya digunakan secara meluas dalam aplikasi perubatan, sukan, dan pembungkusan. Walau bagaimanapun, kekerasannya yang luas (pantai 60 ke pantai D 80), kelikatan cair sensitif, dan kerentanan terhadap hidrolisis dan kemerosotan haba membawa kepada tiga cabaran teras semasa proses pengacuan: kawalan keseragaman, penyelenggaraan prestasi, dan kestabilan proses. Cabaran khusus, penyebabnya, dan kesannya adalah seperti berikut:
1. Prapreatment bahan mentah: Kawalan kelembapan adalah mencabar dan memberi kesan langsung kepada kualiti lembaran.
TPU adalah polimer yang sangat hygroscopic. Ikatan uretana dalam struktur molekulnya bertindak balas dengan mudah dengan air. Melebihi kandungan kelembapan dalam bahan mentah boleh membawa kepada beberapa masalah semasa proses pencetakan. Ini adalah cabaran pra-pemprosesan utama untuk pengacuan lembaran TPU. Kesukaran:
Penyerapan kelembapan pesat dan kesukaran dalam penyingkiran lengkap: Pelet TPU yang terdedah kepada udara selama satu jam dapat melihat kandungan lembapan mereka meningkat dari 0.03% (nilai yang boleh diterima) hingga lebih dari 0.1%. Kadar penyerapan berganda dalam persekitaran dengan kelembapan> 60%. Tambahan pula, kelembapan mudah menembusi pelet, menjadikannya sukar untuk dikeluarkan sepenuhnya dengan pengeringan konvensional.
Tingkap parameter pengeringan sempit: Jika suhu pengeringan terlalu rendah (<80 ° C), kelembapan tidak dapat menguap sepenuhnya. Sekiranya suhu terlalu tinggi (> 120 ° C), TPU akan melembutkan dan melekat bersama -sama, membentuk "agglomerasi yang kental" dan mencegah pemakanan yang betul. Sekiranya masa pengeringan terlalu pendek (<4 jam), kelembapan akan kekal, sementara jika terlalu panjang (> 8 jam), rantai molekul TPU akan sedikit terdegradasi, mengurangkan keanjalannya.
Impak Langsung: Selepas membentuk, gelembung dan lubang pin akan muncul di permukaan lembaran (disebabkan oleh pengewapan suhu tinggi kelembapan), dan "jalur perak" akan terbentuk secara dalaman (disebabkan aliran cair yang tidak sekata yang disebabkan oleh wap kelembapan). Dalam kes-kes yang teruk, lembaran itu boleh menghilangkan sifat-sifat dan mekanikal (seperti kekuatan tegangan) boleh berkurangan sebanyak 15%-30%. Ii. Pencetakan Penyemperitan Lembaran TPU: Aliran cair dan kawalan suhu adalah kesesakan teknikal teras
Proses pengacuan lembaran TPU arus perdana adalah "penyemperitan tunggal-skru/berkembar-skru diikuti oleh calendering." Walau bagaimanapun, cair TPU mempamerkan sifat bukan Newtonian yang signifikan (kelikatan adalah sensitif terhadap suhu dan kadar ricih), dan keserasian proses TPU yang berbeza-beza kekerasan berbeza-beza dengan ketara. Ini menjadikan sukar untuk mengawal keseragaman dan kestabilan semasa penyemperitan, cabaran operasi utama untuk peralatan.
1. Melt sensitif kelikatan dengan mudah boleh membawa kepada ketebalan lembaran yang tidak sekata.
Punca Kesukaran:
Kadar aliran cair TPU (MFR) sangat sensitif terhadap turun naik suhu: Untuk setiap peningkatan suhu 10 ° C, MFR boleh meningkat sebanyak 20% -30% (berbanding hanya 5% -10% untuk pp standard). Sekiranya suhu laras extruder berubah -ubah dengan ± 3 ° C di seluruh bahagian, kelikatan cair akan berbeza -beza dengan ketara, mengakibatkan kelajuan pelepasan mati yang tidak sekata. Kesesuaian kadar ricih yang lemah: TPU lembut (pantai 60-80) mempunyai kelikatan cair yang rendah. Kelajuan skru yang berlebihan (> 60 rpm) dengan mudah boleh menyebabkan patah cair (permukaan bahan kasar dan berkedut). TPU keras (pantai D 60-80) mempunyai kelikatan cair yang tinggi, sehingga kelajuan rendah (<30 rpm) boleh menyebabkan plasticisasi yang tidak mencukupi, mengakibatkan zarah-zarah yang tidak terkawal dalam lembaran.
Kesan Langsung: Penyimpangan ketebalan lembaran melebihi toleransi (sisihan yang boleh diterima ≤ ± 0.05mm, sering melebihi ± 0.1mm). Tanda tenggelam adalah perkara biasa di kawasan di mana bahan terlalu tebal, manakala kerosakan adalah biasa di kawasan di mana bahan itu terlalu nipis. Ini menjadikan lembaran tidak sesuai untuk aplikasi ketepatan tinggi seperti filem perubatan. 2. Ketepatan kawalan suhu yang sangat tinggi diperlukan untuk mengelakkan kemerosotan haba dan kehilangan prestasi.
Kesukaran:

Mesin Extruder Lembaran TPU mempunyai pelbagai kestabilan haba yang sempit: kebanyakan suhu pemprosesan TPU berkisar dari hanya 200 ° C hingga 230 ° C. Suhu melebihi 240 ° C menyebabkan kerosakan rantai molekul (penguraian ikatan uretana), melepaskan gas seperti CO₂, mengakibatkan "zarah yang dibakar" (bintik hitam kecil) di dalam lembaran. Suhu di bawah 190 ° C mengakibatkan ketidakstabilan cair yang tidak mencukupi, mencegah rongga mati daripada mengisi, mengakibatkan "kekurangan."
Pencocokan kecerunan suhu laras adalah sukar: Penyemperitan TPU memerlukan "pemakanan suhu rendah-pemakanan suhu sederhana-surih suhu tinggi" kecerunan "(mis., 180 ° C-190 ° C di seksyen 200 ° C) dan 210 ° C) dan 210 ° C) Perbezaan kecerunan kurang daripada 10 ° C mengakibatkan plasticisasi yang tidak sekata; Perbezaan kecerunan yang lebih besar daripada 30 ° C dengan mudah boleh membawa kepada terlalu panas dan degradasi setempat. Impak Langsung: Lembaran Sifat Mekanikal (seperti pemanjangan pada Break) merosot, kadar pemulihan elastik TPU lembut jatuh dari 90% ke bawah 70%, dan kekerasan TPU keras berkurangan sebanyak 5-10 darjah pantai. Permukaan terdedah kepada kekuningan (disebabkan oleh produk degradasi), yang mempengaruhi penampilan.
Ketiga, Peralatan Pengesahan Lembaran TPU: Sukar untuk mengimbangi kualiti permukaan dan kestabilan dimensi
Selepas penyemperitan, lembaran TPU mesti dibentuk (mengawal ketebalan dan kebosanan) menggunakan sistem roller calendering. Walau bagaimanapun, TPU mempunyai kesan ingatan elastik yang kuat (terdedah kepada pulih selepas penyejukan) dan kadar pengecutan haba yang tinggi (biasanya 3%-5%, 2-3 kali dari PP). Ini menjadikannya sukar untuk mencapai kelancaran permukaan dan ketepatan dimensi secara serentak semasa proses penentukuran, menyampaikan cabaran pasca penciptaan utama. Kesukaran 1: Memadankan suhu dan tekanan roll kalender.
Sekiranya suhu roll kalender terlalu rendah (<60 ° C), TPU mencairkan terlalu cepat pada permukaan roll dan tidak dapat mematuhi sepenuhnya tekstur permukaan roll, mengakibatkan permukaan lembaran matte dan kabur.
Sekiranya tekanan terlalu tinggi (> 15MPa), TPU lembut terdedah kepada "residu tanda roller" (tekstur permukaan roll ditekan terlalu mendalam), sementara TPU keras terdedah kepada "tegasan retak" di tepi. Sekiranya tekanan terlalu rendah (<5MPa), gelembung dalam cair tidak boleh dihapuskan, mengakibatkan kepadatan lembaran yang tidak sekata. Kesukaran 2: Konflik antara penyejukan dan pengecutan dimensi. Selepas lembaran TPU muncul dari penggelek calender (pada suhu kira -kira 80 ° C hingga 100 ° C), ia mesti disejukkan dengan cepat ke bawah 40 ° C oleh "pemasangan roller penyejuk." Walau bagaimanapun, penyejukan terlalu cepat boleh menyebabkan kepekatan tekanan dalaman dalam lembaran, menjadikannya terdedah kepada warping (mis., Membengkok ke atas tepi) semasa penyimpanan berikutnya. Penyejukan terlalu perlahan (> 30 saat) menyebabkan TPU terus mengecut, yang membawa kepada peningkatan sisihan dimensi (mis., 2% hingga 3% pengecutan dalam arah membujur), menjadikannya tidak sesuai untuk pemotongan berikutnya. Iv. Kesesuaian Peralatan Lembaran TPU: Peralatan plastik konvensional memerlukan pengubahsuaian yang disasarkan
Peralatan pengacuan lembaran TPU tidak boleh menggunakan peralatan penyemperitan PP/PE konvensional. Komponen teras mesti diubahsuai, jika tidak, kesukaran yang disebutkan di atas akan diperburuk. Ini mewakili kesukaran peringkat peralatan tersembunyi:
Pengubahsuaian struktur skru: Skru konvensional (seperti skru kecerunan) mempunyai kecekapan plastik yang rendah untuk TPU dan terdedah kepada terlalu panas setempat. Mereka harus digantikan dengan "skru penghalang" (dengan seksyen pencampuran tambahan) untuk meningkatkan keseragaman plastik, tetapi pengubahsuaian ini mahal (kira -kira 50,000 hingga 100,000 yuan per unit).
Pengoptimuman Reka Bentuk Die: Mati rata konvensional terdedah kepada "mencairkan pengekalan" di pelabuhan pelepasan (TPU kekal di sudut mati untuk tempoh yang panjang, yang membawa kepada kemerosotan). "Torpedo-head mati" diperlukan untuk mengurangkan zon mati, dan jurang mati mestilah diselaraskan dengan tepat (dengan ketepatan ± 0.01mm). Jika tidak, keseragaman tidak dapat dicapai untuk lembaran TPU nipis (ketebalan <0.1mm).
Kawalan lukisan dan penggulungan: Lembaran TPU sangat elastik, dan "kawalan ketegangan berterusan" mesin lukisan konvensional tidak mencukupi. Ia terdedah kepada kegagalan (turun naik ketegangan ± 5% akan menyebabkan lembaran meregangkan dan ubah bentuk), dan perlu digantikan dengan "sistem daya tarikan motor servo" dengan pelarasan masa nyata sensor ketegangan. Apabila penggulungan, "kaedah penggulungan permukaan" juga harus diterima pakai (untuk mengelakkan kedutan tepi yang disebabkan oleh penggulungan pusat), yang dengan ketara meningkatkan kos pelaburan peralatan.
















